Descrizione
One-Step ISBM Blow Moulding Machine Moulds | BPET-70V4 · BPET-94V3 · BPET-125V4 | Precision PET Bottle Mould Solutions for UK Manufacturers
 When a bottle fails on the filling line — whether through a crooked neck finish, uneven wall distribution, or a closure that won’t seat — the fault rarely lies with the machine. In most cases it traces directly back to mould tooling. One-step injection stretch blow moulding moulds are the most precision-critical component in PET bottle production, and specifying them correctly determines everything from your scrap rate to the consistency of your shelf-ready product.
When a bottle fails on the filling line — whether through a crooked neck finish, uneven wall distribution, or a closure that won’t seat — the fault rarely lies with the machine. In most cases it traces directly back to mould tooling. One-step injection stretch blow moulding moulds are the most precision-critical component in PET bottle production, and specifying them correctly determines everything from your scrap rate to the consistency of your shelf-ready product.
The BPET series of one-step ISBM machine moulds — comprising the BPET-70V4, BPET-94V3, and BPET-125V4 platforms — covers a production envelope stretching from 100 ml personal care closures up to 5,000 ml large-format PET containers. Each mould in the range is manufactured to exacting tolerances and matched to its respective machine frame geometry, eliminating the costly on-site fit-up adjustments that plague third-party or reverse-engineered tooling.
Across more than 18 years of direct involvement in ISBM line installations throughout the UK — from West Midlands beverage co-packers to Scottish private-label water producers and Yorkshire pharmaceutical contract manufacturers — the engineering truth has remained the same: the mould is where precision lives or dies. That is the philosophy behind every cavity we design, machine, and ship.
BPET Series — Technical Specification Reference Sheet | BPET-70V4 · BPET-94V3 · BPET-125V4
Respond within 1 business day | [email protected]
Technical Specifications — BPET Series ISBM Moulds
The tables below detail the mechanical boundaries for each mould model. All values represent maximum permissible parameters per cavity configuration. Actual bottle specifications must remain within these limits. For production requirements outside the published range — including non-standard neck diameters, extended body heights, or custom cavity counts — our engineering team develops bespoke ISBM mould tooling to your exact bottle drawing. Contact us to discuss your project. 
BPET-70V4 — Mould Parameter Reference
| Parameter | Unit | 1 Cavity | 2 Cavities | 3 Cavities | 4 Cavities | 5 Cavities | 6 Cavities |
|---|---|---|---|---|---|---|---|
| Max. External Neck Diameter | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Max. Body Diameter | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Max. Height | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Max. Volume | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
BPET-125V4 — Mould Parameter Reference (Up to 12 Cavities)
| Parameter | Unit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Max. External Neck (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Max. Body Diameter (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Max. Height (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Max. Volume (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
BPET-94V3 — Mould Parameter Reference
| Parameter | Unit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Max. External Neck (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Max. Body Diameter (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Max. Height (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Max. Volume (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
How One-Step ISBM Moulds Work — Process, Material & Application Context
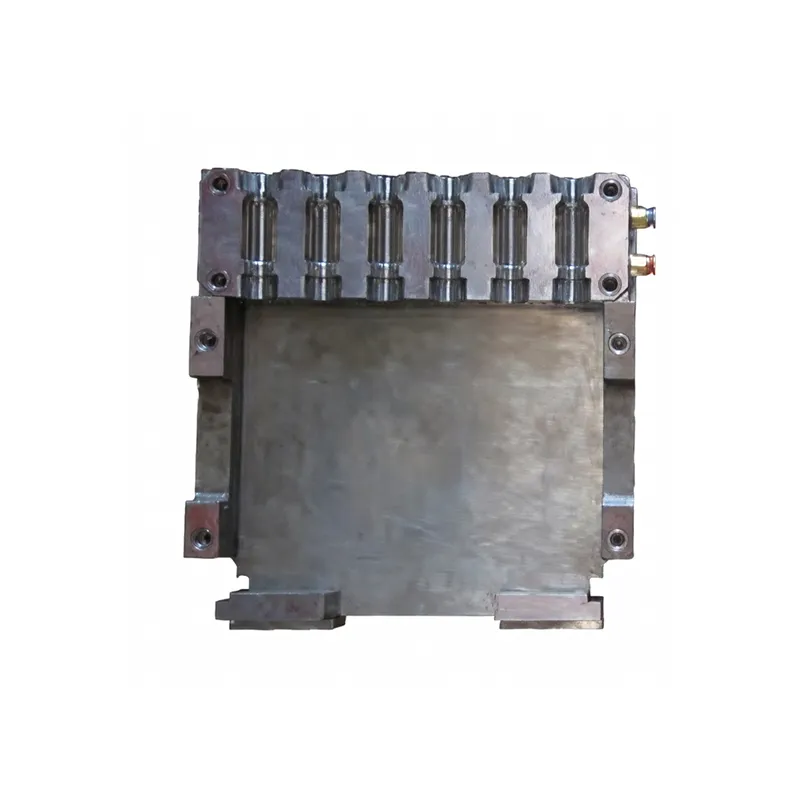
In a one-step injection stretch blow moulding machine, raw PET resin is injected directly into a preform cavity, conditioned to stretch temperature within the same rotary platform, then stretched and blown into its final bottle geometry — all in a single continuous cycle. There is no separate preform reheating stage, no offline preform storage, and no second machine to synchronise. The one-step mould tooling shapes the bottle from the moment molten resin enters the injection cavity to the moment the finished bottle is ejected at the blow station. That means the mould directly controls neck finish geometry, preform wall distribution, and final bottle clarity in a way that two-step tooling simply cannot, because the thermal history of the PET is never interrupted.
BPET series moulds are machined from H13 hot-work tool steel or P20 pre-hardened mould steel depending on the production volume and cavity complexity. H13 is the preferred specification for high-cycle environments — cavity surfaces achieve a working hardness of 48–52 HRC after vacuum heat treatment, which practically eliminates cavity wear under continuous 24-hour production. Cavity surfaces are hand-polished to Ra 0.05 μm or finer, producing a mirror finish that gives finished bottles the optical clarity demanded by UK retailers for still water and premium juice formats. Cooling channels are positioned within 2.5–3 mm of the cavity wall to maximise heat extraction and keep cycle times as short as possible.
The range of applications served by these moulds across the UK market is broad: still and sparkling mineral water (the most common application), CSD bottles for UK contract carbonated beverage producers, 200–500 ml pharmaceutical syrup containers compliant with British and European pharmacopoeia packaging standards, personal care bottles for shampoo and conditioner where clarity and grip panel definition matter, household chemical containers, and edible oil packaging requiring a heavier wall section. Cavity counts can be selected to match the throughput requirement of the line, with multi-cavity configurations delivering proportionally higher output per hour on the same machine footprint.
Why UK Packaging Operations Specify BPET Series Moulds
Dimensional Accuracy to ±0.02 mm
Every cavity undergoes CMM dimensional inspection before dispatch. Consistent neck thread geometry means reliable closure torque performance — a non-negotiable for UK food safety and tamper-evidence requirements across both retail and foodservice channels.
Conformal Cooling — Up to 18% Shorter Cycle Times
Cooling channels positioned within 2.5 mm of the cavity wall extract heat faster than conventional straight-drilled layouts. For a UK beverage producer running two shifts, that reduction directly increases bottles per hour without capital expenditure on a second machine.
3 Million+ Cycle Service Life
Vacuum heat treatment and mirror-polish finishing protocols deliver cavity service life that significantly exceeds industry-average figures. Cavity inserts are designed for field replacement without removing the full mould from the machine, keeping unplanned downtime to a minimum on continuous UK production lines.
OEM-Matched Mounting Geometry
All BPET series moulds are engineered to fit their respective machine platforms without on-site shimming or modification. Cooling port positions, parting line alignment, and platen mounting interfaces are factory-verified against machine drawings — eliminating the commissioning surprises that come with non-OEM tooling.
Lightweighting-Optimised Cavity Profiles
Cavity geometry is developed through finite element analysis to achieve uniform PET wall distribution during stretch-blow. This allows bottles to be produced at reduced gram weights without sacrificing top-load performance — supporting the sustainability and material-cost reduction goals increasingly demanded by UK retailers and brand owners.
Food-Grade & Pharmaceutical Compliant Finish
Steel grades, surface treatments, and cavity polishing specifications are selected to meet food contact and pharmaceutical packaging material requirements applicable in Great Britain under UK-retained regulation, including provisions aligned with EC Regulation 10/2011 and British Pharmacopoeia container standards.
Mould Construction & Performance Parameters
| Parameter | Standard Specification | Notes |
|---|---|---|
| Cavity Steel Grade | H13 / P20 (customer specified) | H13 recommended for high-cycle production above 1.5M shots/year |
| Cavity Hardness (after HT) | 48–52 HRC | Vacuum heat treatment; documented hardness certificate supplied |
| Cavity Surface Finish | Ra 0.05 μm (body zone) | Mirror polish; Ra 0.4 on non-aesthetic parting surfaces |
| Dimensional Tolerance | ±0.02 mm (critical features) | CMM inspection report supplied with every mould shipment |
| Design Service Life | 3,000,000+ cycles | Based on standard PET resin; actual life varies with process conditions |
| Cooling Channel Distance | 2.5–3 mm from cavity wall | Conformal design standard on BPET-94V3 and BPET-125V4 |
| Compatible Machine Range | BPET-70V4, BPET-94V3, BPET-125V4 | Other machine platforms supported via custom mould development |
| Quality Documentation | CMM report, hardness cert, FAT record | Material certifications available upon request for pharmaceutical projects |
📚 Case Study — Derbyshire Beverage Co-Packer, United Kingdom
A Derbyshire-based contract bottling operation supplying private-label still water and juice to three regional UK grocery chains. Running an ageing two-step reheat-blow line with persistent neck quality issues and 18-week mould lead times from their previous supplier.
A cosmetic rejection rate of 2.3% — mainly from neck ovality and surface haze — was costing the facility an estimated £38,000 per year in reprocessing labour and material loss. A new supermarket contract required 500 ml ECO lightweighted bottles that the existing tooling could not consistently produce within specification.
Transition to a BPET-94V3 one-step platform with a 4-cavity ISBM mould configured for 500 ml round format. Custom cooling channel routing was applied to compensate for the facility’s chiller capacity. Modified cavity geometry optimised PET wall distribution for the target 13.5 g bottle weight.
Cycle time reduced from 14.8 s to 11.2 s. Cosmetic rejection rate fell to 0.4%. The facility subsequently ordered a second 6-cavity mould set for 330 ml sports cap bottles to expand its contract with a fourth UK retailer.
What UK Clients Say
We have run BPET moulds on our Staffordshire bottling line for two and a half years. Neck finish consistency is genuinely better than anything we had before — our capping line rejection rate on thread engagement dropped by 80% in the first month. The tooling investment paid for itself within five months through scrap reduction alone.
We needed a bespoke 300 ml oval bottle for our haircare relaunch — tapered body, grip panels, 28 mm PCO neck. The engineering team reviewed our CAD file, ran a DFM check, and came back with a mould proposal within four days. What arrived matched the 3D preview exactly. The bottles look premium and the mould has run flawlessly since day one.
Our pharmaceutical client requires extremely tight tolerances on child-resistant closure thread profiles. The BPET-70V4 mould we purchased has held those tolerances across 2.7 million cycles without any measurable wear. When you are producing regulated pharmaceutical packaging, that level of documented consistency matters enormously.
Manufacturing Capability & Custom ISBM Mould Development
 Our production facility operates across a 12,000 sqm campus equipped with five-axis CNC machining centres, EDM wire-cut and die-sinking machines, CMM inspection bays, and a dedicated mould polishing and assembly department staffed by senior tool makers averaging over 14 years of ISBM-specific experience. This infrastructure supports production of standard BPET series moulds at volume, as well as fully bespoke tooling development for non-standard bottle geometries, specialist neck finishes, and customer-specific cavity arrangements. Every project, standard or custom, leaves the facility with a complete documentation package including CMM dimensional reports, hardness certificates, and a factory acceptance test record.
Our production facility operates across a 12,000 sqm campus equipped with five-axis CNC machining centres, EDM wire-cut and die-sinking machines, CMM inspection bays, and a dedicated mould polishing and assembly department staffed by senior tool makers averaging over 14 years of ISBM-specific experience. This infrastructure supports production of standard BPET series moulds at volume, as well as fully bespoke tooling development for non-standard bottle geometries, specialist neck finishes, and customer-specific cavity arrangements. Every project, standard or custom, leaves the facility with a complete documentation package including CMM dimensional reports, hardness certificates, and a factory acceptance test record.
For UK businesses requiring cavity counts, bottle dimensions, or machine mounting interfaces that fall outside the published BPET range, our custom mould development service covers the entire process from initial bottle drawing review and design-for-manufacturability analysis through cavity layout, cooling simulation, steel selection, machining, polishing, and FAT. We maintain a standing stock of common mould steel grades allowing most new custom projects to enter the machining queue within 72 hours of written order confirmation. Aluminium prototype tooling is available for shorter-run NPD projects where speed to market matters more than tooling longevity.
We also supply replacement cavity inserts, core rods, neck ring tooling, and base plugs for BPET machines already in service throughout the UK. If your existing ISBM mould is worn, damaged, or no longer available from its original source, our reverse-engineering service produces drop-in replacement tooling from a physical bottle sample or dimensional scan of your worn cavity — typically delivered within 6–8 weeks of inspection.
Frequently Asked Questions
Ready to Upgrade Your ISBM Mould Tooling?
Standard BPET series moulds or fully bespoke cavity designs — our engineering team handles both. UK enquiries are answered within one business day. Send your bottle drawing, sample, or specification to get started.
[email protected] · BPET-70V4 · BPET-94V3 · BPET-125V4 · Custom Mould Solutions
edit by gzl


